化工设备 工业生产的基石与技术创新前沿

化工设备是化学工业生产中不可或缺的物质基础与核心技术载体。从微小的阀门、管道到庞大的反应釜、蒸馏塔,它们共同构成了现代化工厂的筋骨与血脉,将原料通过一系列物理或化学过程转化为我们日常所需的各类产品。
化工设备种类繁多,按功能可大致分为以下几类:
- 反应设备:如反应釜、合成塔,是发生化学反应的核心场所,其设计直接关系到反应效率、安全性与产物质量。
- 传质设备:如精馏塔、吸收塔,用于混合物中各组分的分离与提纯,是获取高纯度产品的关键。
- 传热设备:如换热器、再沸器、冷凝器,负责系统内热能的交换与调控,对能耗控制至关重要。
- 流体输送设备:如泵、压缩机、管道,构成了物料的循环与输送网络。
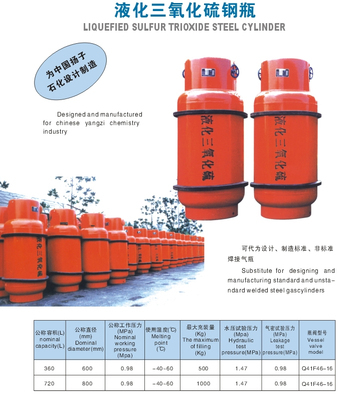
- 储存设备:如储罐、料仓,用于原料、中间体及成品的储存。
现代化工设备的发展,正紧密围绕三大核心趋势演进:
- 智能化与自动化:通过集成传感器、先进控制系统和物联网技术,实现设备的实时监控、故障预测与自适应优化,提升生产安全性、稳定性和效率。
- 高效节能与绿色化:新型高效换热器、低阻力塔内件、节能泵等设备的研发,旨在大幅降低能耗。设备的设计也更加注重密闭性,减少“跑、冒、滴、漏”,并集成尾气、废水处理单元,从源头助力清洁生产。
- 大型化与集成化:单套设备处理能力的提升,能显著降低单位产品投资与运行成本。模块化、一体化的设计理念,使得设备安装更快捷,工厂布局更紧凑。
材料科学的进步为设备性能突破提供了可能。耐高温高压、抗强腐蚀的合金材料、复合材料及特种陶瓷的应用,极大地扩展了设备可适应的工艺条件,延长了使用寿命。
化工设备领域也面临诸多挑战。极端工况下的长期可靠运行、苛刻介质带来的腐蚀问题、以及初始高昂的投资与维护成本,都是工程师们持续攻关的方向。随着人工智能、数字孪生、3D打印等技术的深度融合,化工设备将变得更加“智慧”、高效和可靠,为化工行业的高质量、可持续发展提供更强大的装备支撑。
如若转载,请注明出处:http://www.zgwxlqt.com/product/26.html
更新时间:2026-06-19 02:26:42